
Plastic injection molding stands as one of the most versatile and widely used manufacturing processes in modern industry. This comprehensive guide explores the fundamental principles, processes, materials, and applications that make injection molding the backbone of plastic part production worldwide. Whether you're an experienced engineer looking to optimize your manufacturing process or a business professional exploring production options, this guide provides the essential knowledge you need to make informed decisions about plastic injection molding.
Overview of Plastic Injection Molding

Modern plastic injection molding machine in operation
Plastic injection molding is a manufacturing process that produces parts by injecting molten material into a mold. The process involves heating plastic pellets until they melt, then forcing the molten plastic into a mold cavity where it cools and solidifies into the final part shape. This method allows for the production of complex parts with high precision and repeatability.
Historical Context
The injection molding process has evolved significantly since its beginnings. In 1872, American inventor John Wesley Hyatt patented one of the first injection molding machines, which used a plunger to inject plastic through a heated cylinder into a mold. The industry expanded rapidly during World War II when mass production became essential. By 1946, James Watson Hendry built the first screw injection machine, revolutionizing the industry with more precise control and better quality products.
Modern Relevance
Today, plastic injection molding accounts for a significant portion of all manufactured plastic products. The technology has advanced to include computer-controlled processes, automated systems, and sophisticated monitoring tools that ensure consistent quality. Modern injection molding machines can produce parts with incredible precision, complex geometries, and tight tolerances while maintaining high production rates.
The Injection Molding Process
Understanding the step-by-step process of injection molding is crucial for anyone involved in plastic manufacturing. The process consists of several distinct phases that work together to create precise, high-quality parts.
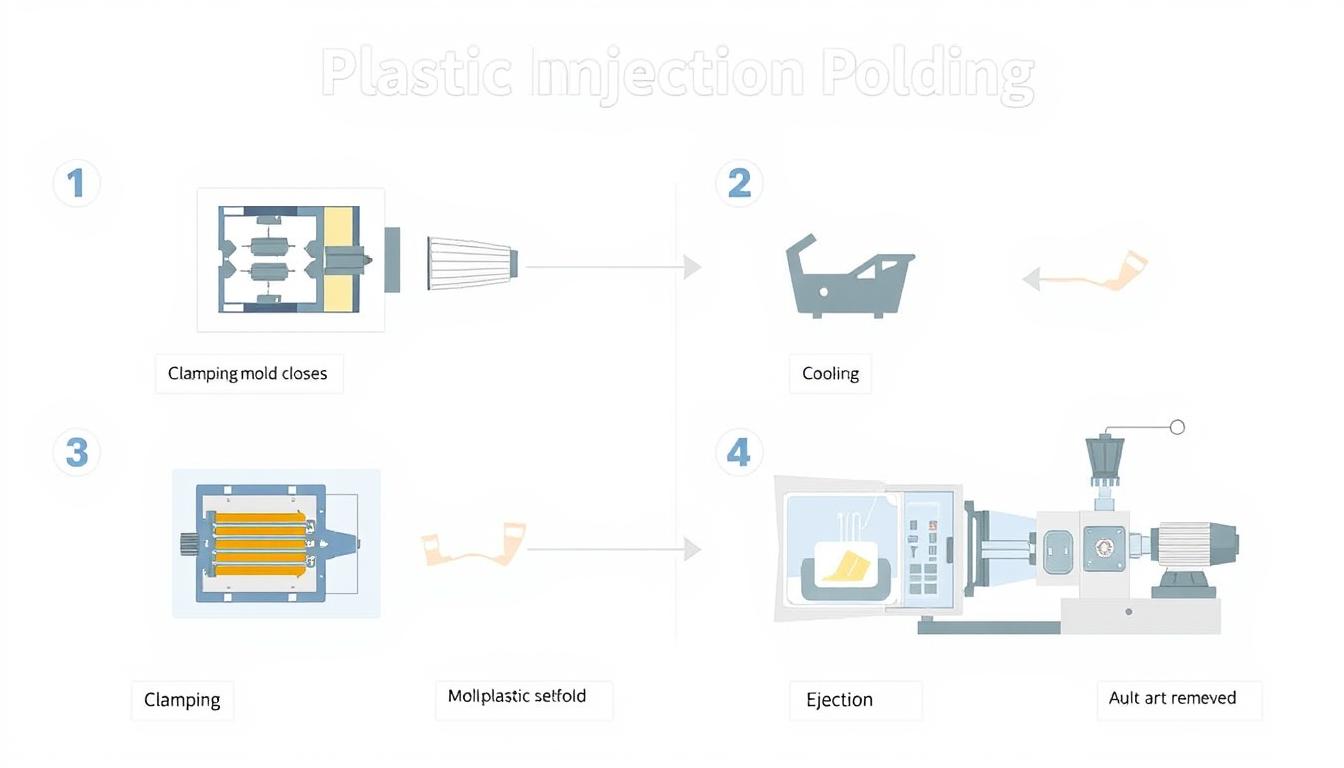
The four main steps of the injection molding process
1. Clamping
The first step involves closing and securing the two halves of the mold. The clamping unit of the injection molding machine provides the force necessary to keep the mold closed against the pressure of the injected plastic. Clamping forces can range from less than 5 tons to over 9,000 tons, depending on the size and complexity of the part being produced.
2. Injection
During this phase, plastic pellets are fed into the injection molding machine's barrel, where they are heated to melting point. The molten plastic is then injected into the mold cavity through a nozzle at high pressure. The injection process is carefully controlled to ensure the mold fills completely and consistently. Modern machines use a screw-type plunger that both melts the plastic and injects it into the mold.
3. Cooling
Once the mold is filled, the plastic begins to cool and solidify into the shape of the desired part. The cooling time depends on various factors including wall thickness, plastic material properties, and mold temperature. Most molds are equipped with cooling channels that circulate water or oil to help regulate temperature and accelerate the cooling process.
4. Ejection
After the part has cooled sufficiently to solidify, the mold opens and ejector pins push the finished part out of the mold cavity. Depending on the complexity of the part, additional mechanisms such as slides, lifters, or unscrewing devices may be used to facilitate proper ejection without damaging the part.
5. Reset and Repeat
After ejection, the mold closes again and the process repeats. In high-volume production environments, this cycle may repeat thousands of times per day with cycle times ranging from a few seconds to several minutes depending on part size and complexity.

Molten plastic entering a mold cavity during injection
Materials Used in Plastic Injection Molding
The selection of appropriate materials is critical to the success of any injection molding project. Different thermoplastics offer varying properties that make them suitable for specific applications.

Various thermoplastic pellets used in injection molding
| Material | Properties | Common Applications | Processing Temperature (°C) |
| ABS (Acrylonitrile Butadiene Styrene) | Impact resistant, tough, rigid | Electronic housings, automotive components, toys | 220-260 |
| Polypropylene (PP) | Chemical resistant, lightweight, flexible | Packaging, containers, automotive parts | 200-250 |
| Polyethylene (PE) | Chemical resistant, moisture barrier, flexible | Bottles, containers, toys | 180-280 |
| Polycarbonate (PC) | Impact resistant, transparent, heat resistant | Safety equipment, medical devices, optical lenses | 280-320 |
| Nylon (Polyamide) | Strong, abrasion resistant, heat resistant | Gears, bearings, automotive components | 230-290 |
| Acetal (POM) | High stiffness, low friction, dimensional stability | Precision parts, gears, bearings | 180-230 |
Material Selection Considerations
When selecting materials for injection molding, several factors must be considered:
Mechanical Requirements
- Strength and durability needs
- Impact resistance
- Flexibility or rigidity
- Dimensional stability
Environmental Factors
- Temperature resistance
- UV exposure tolerance
- Chemical resistance
- Moisture sensitivity
Advantages of Plastic Injection Molding
Plastic injection molding offers numerous benefits that make it the preferred manufacturing method for many applications. Understanding these advantages helps manufacturers make informed decisions about their production processes.

High-volume production capabilities of injection molding
Cost Efficiency
While initial tooling costs can be significant, the per-unit cost decreases dramatically at higher volumes. For mass production, injection molding becomes extremely cost-effective, with minimal material waste and high production speeds. Automated processes further reduce labor costs and increase efficiency.
Precision and Consistency
Modern injection molding machines can produce parts with extremely tight tolerances and high repeatability. This precision ensures that every part meets exact specifications, which is crucial for components that must fit together perfectly or meet strict quality standards.
Design Flexibility
Complex geometries, intricate details, and various surface textures can be incorporated directly into the mold design. Features like undercuts, threads, and snap-fits can be molded in a single operation, eliminating the need for secondary operations and reducing overall production costs.
Material Versatility
Injection molding can utilize a wide range of thermoplastic and thermosetting polymers, each with unique properties. This versatility allows manufacturers to select materials that precisely match their application requirements, from flexible elastomers to rigid engineering plastics.
High Production Rates
With cycle times ranging from seconds to minutes, injection molding can produce thousands of parts per day. Multi-cavity molds can further increase output by producing multiple parts in each cycle. This scalability makes injection molding ideal for both medium and high-volume production runs.
Minimal Finishing Required
Parts typically emerge from the mold with the desired surface finish and color, requiring little to no additional finishing. This reduces labor costs and production time compared to manufacturing methods that require extensive post-processing operations.
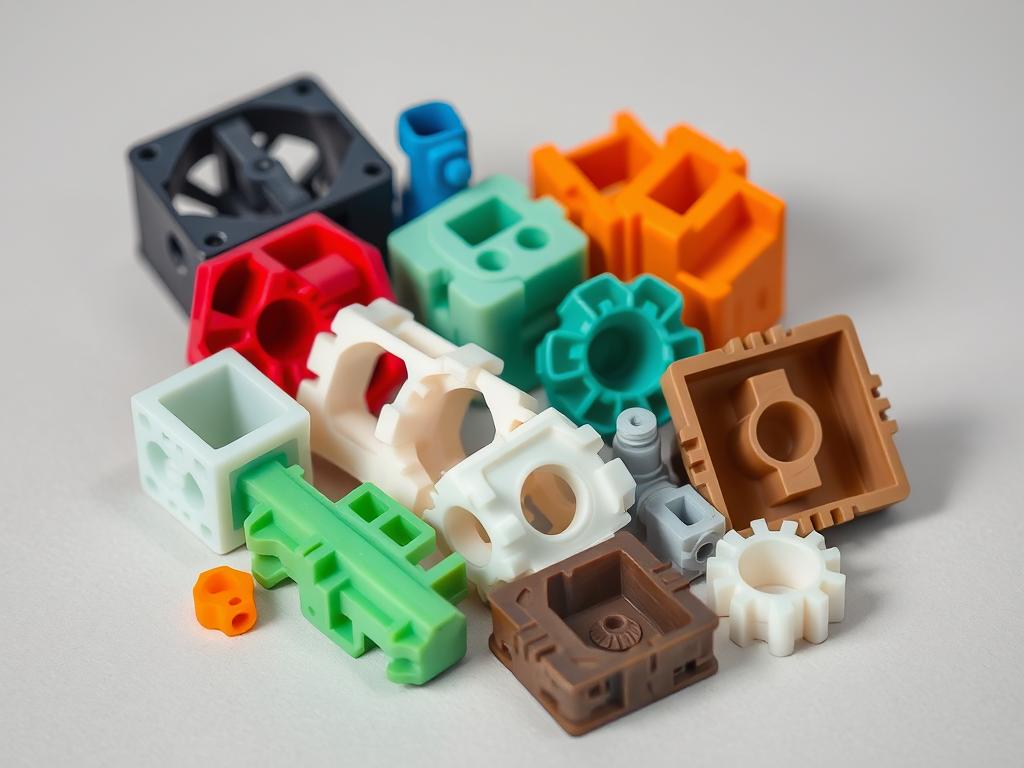
Complex parts with intricate details achievable through injection molding
Applications of Plastic Injection Molding
The versatility of plastic injection molding makes it suitable for an incredibly wide range of applications across numerous industries. From tiny medical components to large automotive parts, injection molding delivers consistent quality at scale.

Diverse applications of injection molded products across industries
Automotive Industry
The automotive sector is one of the largest consumers of injection molded parts. From interior components like dashboards and door panels to exterior elements such as bumpers and grilles, injection molding provides the durability, aesthetic appeal, and cost-effectiveness required by automotive manufacturers.

Automotive interior components produced through injection molding
Medical and Healthcare
The medical industry relies on injection molding for producing sterile, precise components. Applications include surgical instruments, laboratory equipment, drug delivery devices, and diagnostic tools. The ability to use medical-grade polymers and maintain strict quality control makes injection molding ideal for this demanding sector.
Consumer Goods
From household appliances to toys and electronic devices, consumer goods benefit from the design freedom and cost efficiency of injection molding. The process allows for consistent branding through color matching and surface texturing while meeting the high-volume demands of consumer markets.

Consumer electronics with injection molded housings and components
Packaging
The packaging industry utilizes injection molding for producing containers, caps, closures, and other packaging components. The process enables the creation of lightweight yet durable packaging solutions that protect products while minimizing material usage and transportation costs.
Industrial Equipment
Industrial applications include gears, bearings, housings, and structural components. Engineering-grade plastics can replace metal parts in many applications, offering benefits such as weight reduction, corrosion resistance, and noise dampening while maintaining necessary strength and durability.
Common Defects and Troubleshooting
Despite its many advantages, plastic injection molding can produce various defects if process parameters are not properly controlled. Understanding these common issues and their solutions is essential for maintaining quality and efficiency.
| Defect | Description | Causes | Solutions |
| Sink Marks | Depressions or dimples on the surface of the part | Insufficient cooling time, inadequate packing pressure, excessive material thickness | Increase packing pressure and time, optimize cooling, modify part design to maintain uniform wall thickness |
| Warping | Distortion of the part from its intended shape | Uneven cooling, excessive molding pressure, improper gate location, non-uniform wall thickness | Ensure uniform cooling, adjust molding parameters, redesign part with uniform wall thickness |
| Flash | Excess material that forms thin layers beyond the part geometry | Insufficient clamping force, worn mold, excessive injection pressure | Increase clamping force, repair or replace worn mold components, reduce injection pressure |
| Short Shots | Incomplete filling of the mold cavity | Insufficient injection pressure or speed, premature solidification, inadequate venting | Increase injection pressure and speed, raise melt temperature, improve mold venting |
| Flow Lines | Visible lines or patterns on the part surface | Improper flow of material, low melt temperature, poor gate location | Increase melt temperature, optimize gate location, adjust injection speed |
| Burn Marks | Discolored or charred areas on the part | Trapped air, excessive injection speed, high melt temperature | Improve venting, reduce injection speed, lower melt temperature |
Process Optimization
Preventing defects requires a systematic approach to process optimization. Modern injection molding facilities employ scientific molding techniques and advanced monitoring systems to maintain consistent quality. Key parameters that must be controlled include:
- Melt temperature
- Mold temperature
- Injection pressure and speed
- Holding pressure and time
- Cooling time
- Cycle time
- Material drying conditions
- Machine maintenance

Quality control inspection of injection molded parts
Design Considerations for Injection Molding
Successful injection molding begins with proper part design. Designing for manufacturability (DFM) ensures that parts can be produced efficiently, economically, and with consistent quality.

Design for manufacturability analysis in CAD software
Wall Thickness
Maintaining uniform wall thickness is crucial for preventing warping, sink marks, and other defects. Typical wall thicknesses range from 0.5mm to 4mm depending on the material and application. When variations in thickness are necessary, gradual transitions should be used to avoid stress concentrations and flow problems.
Draft Angles
Draft angles facilitate part ejection from the mold. A minimum draft angle of 0.5° to 2° is recommended for most applications, with deeper features requiring greater draft. Textured surfaces typically require additional draft to prevent damage during ejection.

Proper draft angles and wall thickness guidelines
Ribs and Gussets
Ribs and gussets provide structural support while allowing for thinner overall wall sections. To prevent sink marks, ribs should be 60% or less of the adjoining wall thickness. Proper spacing and positioning of ribs is essential to maintain strength without creating molding issues.
Gate Location
The location and type of gate significantly impact part quality. Gates should be positioned to ensure balanced filling of the cavity and minimize visible marks on critical surfaces. Common gate types include edge gates, submarine gates, and hot tip gates, each with specific advantages for different applications.
Parting Line
The parting line is where the two halves of the mold meet. Proper placement of the parting line can simplify mold design, reduce costs, and minimize visible seams on the finished part. Designers should consider the parting line early in the design process to avoid complications later.

Injection mold design showing key components
Industry 4.0 integration in modern injection molding facility
Automation and Robotics
Increased automation is transforming injection molding operations. Robotic systems now handle part removal, inspection, and secondary operations with greater speed and precision than manual processes. Collaborative robots (cobots) work alongside human operators to improve efficiency while maintaining flexibility. These automated systems reduce labor costs, increase consistency, and enable 24/7 production capabilities.
Sustainable Materials and Practices
Environmental concerns are driving the adoption of sustainable materials and manufacturing practices. Biodegradable plastics, recycled materials, and bio-based polymers are increasingly being used in injection molding applications. Additionally, manufacturers are implementing energy-efficient equipment, closed-loop water cooling systems, and waste reduction strategies to minimize environmental impact.
Conclusion
Plastic injection molding remains one of the most versatile and efficient manufacturing processes available today. Its ability to produce complex parts with high precision, consistent quality, and cost-effectiveness at scale makes it indispensable across numerous industries. From automotive components to medical devices, consumer products to industrial equipment, injection molding continues to evolve to meet the changing needs of modern manufacturing.
As technology advances, injection molding is becoming more automated, sustainable, and integrated with digital systems. These developments promise even greater efficiency, quality, and capability in the future. For manufacturers seeking to produce plastic parts at scale, understanding the fundamentals of injection molding and staying informed about emerging trends is essential for maintaining competitiveness in a global marketplace.
Ready to Discuss Your Injection Molding Project?
Our team of experts is ready to help you navigate the complexities of plastic injection molding for your specific application.
Contact Our Injection Molding Specialists
